 Euskal
Euskal-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша - Euskal
-
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


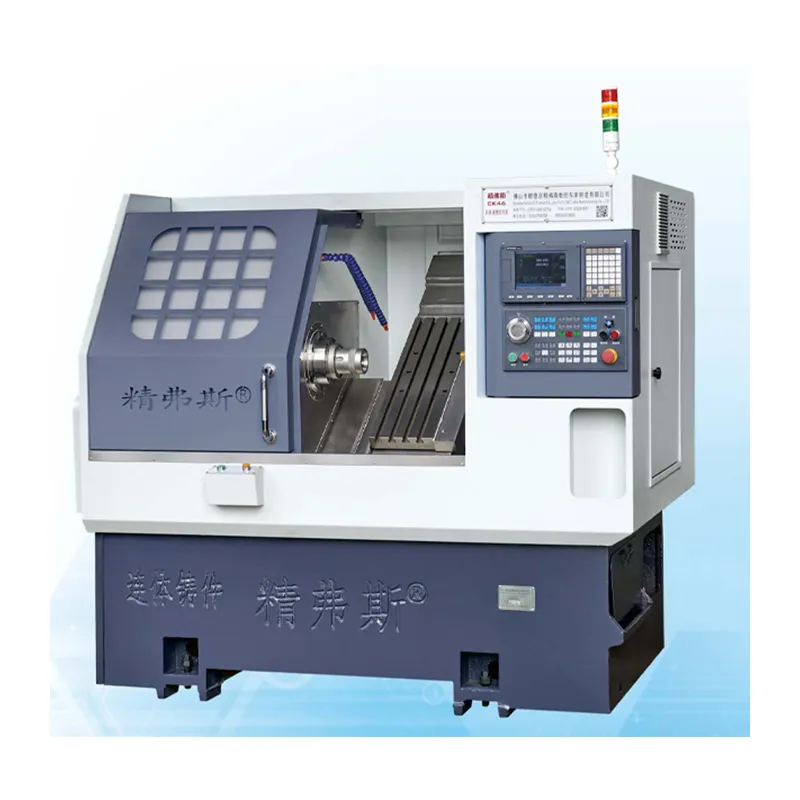
Zer egin behar duzu CNC tornu baten tenperatura altua denean?
TenperaturaCNC tornuaGida errodamendua oso altua da eta horrek errodamendua erretzea eragiten du. Hau akats arazo arrunta da. Ondoren, hitz egin dezagun CNC tornuaren errodamenduaren tenperatura altuaren arazoari buruz.
1. Gida daraman funtzioa
CNC tornuaren gidaliburua ezartzearen helburua sorgailuen ardatz nagusia mugatzea da gida errodamenduaren zehaztutako gida-barrutian bakarrik exekutatzea eta sorgailuen ardatz nagusian karga erradiala izatea.
2. Gida daraman funtzionamendu printzipioa
Petrolioaren lubrifikatutako blokearen funtzionamendu printzipioak unitatearen abiadura handiko biraketa erabiltzea da batez ere, olio lubrifikatzaileak errodamenduaren gainazalarekin eta aldizkarian sartzen da errodamendua lubrifikatzeko. Lubrifikazioaren ondoren olio beroa olio hozkailuaren bidez hozten da eta errodamenduaren eta aldizkariaren gainazalean sartzen da berriro. Unitatea exekutatzen den heinean, olio lubrifikatzailea automatikoki elkarrekiko eta hozten da. Ardatz nagusia biratzen denean, aldizkariaren eta aldizkariaren gainazalaren artean olioaren ziri egonkorra eratzen da, eta, horrela, karga erradiala hartu eta eserlekuko eserlekura eramaten du eta, ondoren, markoari.
3. Gida errodamenduak osatzea
Gida errodamenduakCNC tornuakPetrolio lubrifikatutako bloke errodamenduak dira batez ere, batez ere, hartzaileko txapelak, olio-depositu lubrifikatzaileak, hozkailuak, itzulera olio hodiak, maskorrak eramaten dituzte, eserlekuak, pisu torlojuak eta termometroak. B geltokian bi unitateetako gida-maskorrak zortzi maskorretan banatzen dira, sorgailuen ardatz nagusiaren gida-ardatz lepoetan banatzen diren gida nagusiaren zirkunferentziaren arabera.
4.. Errodamendu tenperatura handitzeko kausak aztertzea eta unitatearen bibrazio handiagoa
Mantentze-baldintzen funtzionamendua eta analisia behatuz, uste dugu bi arrazoi nagusi daudela tenperatura igoerarako eta unitate bibrazio handitzeko.
① Errodamendu-garbiketa handitzen da, diseinuaren garbiketa baino askoz ere handiagoa da, olio lubrifikatzailea uraren gida gainazalean sartzeko. Ez da erraza olio ziri bat eratzea, lubrifikazio eskasa eta horrela, gida tenperatura eta unitatearen bibrazio handiagoa izanik;
② Harremanetarako puntu gutxiegi daude hartutako gainazalean, eta kontaktuaren azalera ez da nahikoa, eta horrek ez du ekipamenduaren zehaztapen baldintzak betetzen.
5. Gida-tenperaturaren gehikuntzarako irtenbidea
Fabrikatzailearen diseinuaren eskakizunen arabera, CNC tornuaren unitatearen hoztearen tenperatura ez da 25 ºC baino handiagoa denean, etengabeko funtzionamendupean, maskorraren tenperaturak eta petrolioaren tenperaturak ez lukete 65 ºC baino gehiago izan behar. Errodamenduaren tenperatura eta olioa ez dira hozte uraren tenperaturarekin lotuta, baita olio lubrifikatzailearen zirkulazioari eta errodamenduaren eta ardatz aldizkariaren arteko zirkulazioa ere.
Gidaren errodamenduaren baimen baimendutaCNC tornua0,2 ~ 0,3 mm da (alde biko bazterreko). Errodamenduaren beheko aldea olio lubrifikatzailean murgilduta dago. Makina erloju orratzen biratzen denean, olio lubrifikatzaileak erraz sartu dezake gida errodamenduaren gainazala eta olio ziri bat ekoizten duten gainazala lubrifikatzeko. Makila kulunkatzen denean ere, egokien arteko garbitasuna oso txikia da, nahiz eta distantzia laburraren ondorioz, lubrifikazio egoera ona dela eta, marruskaduraren ondorioz sortutako bero gutxiago eta hozte-efektu onak ez du eragina tenperatura igotzea eragiten du, baita errodamendua erretzea ere.
Bidali kontsulta


X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika